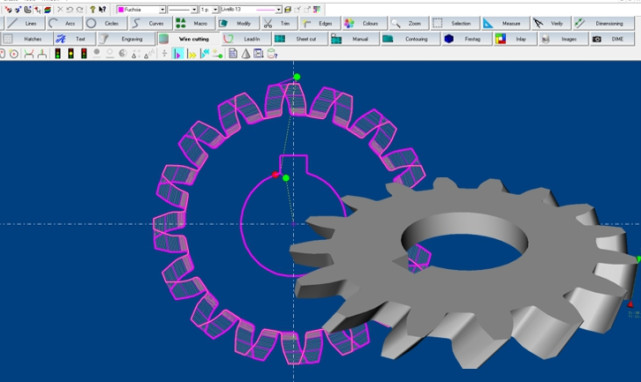
Grazie alla conversione automatica delle spline in linee e archi tangenti, oltre alle tradizionali lavorazioni meccaniche è possibile erodere profili provenienti da sezioni di modelli tridimensionali che per loro caratteristica sono composte da un numero elevato di elementi.
Erotag permette di assegnare liberamente i cicli di lavorazione e l’ordine degli elementi da processare.
La contornitura di profili a 2 o 4 assi sincronizzati è utile per lavorazioni in cilindrico o in conico costante mentre la contornitura a 4 o più assi indipendenti permette lavorazioni in conico variabile dove i profili sui due piani di interpolazione (tipicamente XY e UV) hanno forme differenti.
Si possono assegnare in modo automatico o manuale valori di rallentamento, scarico lineare, scarico circolare, pausa su spigolo, regimi di lavoro e punti di sincronismo. I punti di attacco e stop sul profilo sono indipendenti sui due piani di interpolazione.
Caso tipico di applicazione è la profilatura di stampi di tranciatura.
La flessibilità del programma permette altresì la gestione di macchine taglio a filo per marmo, vetro e laterizi.